Thể loại: Bài viết nổi bật » Bí mật thợ điện
Số lượt xem: 238296
Bình luận về bài viết: 19
Kết nối dây hàn
 Ngoài những người được mô tả sớm hơn phương pháp kết nối dây (xem bài viết Phương pháp nối dây: từ xoắn đến hàn), hàn đã được sử dụng rộng rãi gần đây.
Ngoài những người được mô tả sớm hơn phương pháp kết nối dây (xem bài viết Phương pháp nối dây: từ xoắn đến hàn), hàn đã được sử dụng rộng rãi gần đây.
Hàn là tốt hơn so với tất cả những người khác: dễ dàng nhất để có được một liên hệ đáng tin cậy và chất lượng cao với nó. Do đó, thời gian hoạt động của hệ thống dây điện rất dài.
Bây giờ, hệ thống dây điện thường được thực hiện bởi một dây đồng, họ cố gắng không sử dụng dây nhôm. Do đó, hơn nữa chúng ta sẽ tập trung chủ yếu vào việc hàn dây đồng.
Việc hàn dây đồng có thể được thực hiện bằng cách xoay chiều hoặc dòng điện trực tiếp ở điện áp 12 - 36V, trong khi cần kiểm soát dòng hàn. Thích hợp nhất cho dây hàn nên được coi là một loại máy hàn biến tần.
Máy hàn loại biến tần
Những lợi thế của các thiết bị biến tần được biết đến rộng rãi. Trước hết, nó có kích thước và trọng lượng nhỏ, và một số mẫu có dây đeo để mang qua vai. Điều này cho phép bạn treo thiết bị trên một đai trên vai và leo lên bậc thang để hàn xoắn trong hộp hàn.
Biến tần hànTheo quy định, họ có một loạt các quy định của dòng hàn. Hồ quang của các thiết bị như vậy rất ổn định, nó đốt cháy tốt ở dòng hàn thấp, do đó, ngay cả một thợ hàn thiếu kinh nghiệm cũng có thể sớm đạt được kết quả tuyệt vời, có được mối hàn chất lượng tốt.
Ngoài ra, ưu điểm của thiết bị biến tần bao gồm tiêu thụ điện năng thấp so với máy hàn biến áp thông thường. Do đó, hoàn toàn có thể kết nối với hệ thống dây điện trong gia đình: sẽ không có đèn nhấp nháy và trục trặc trong các thiết bị gia dụng khác nhau, sẽ không có khiếu nại từ hàng xóm.
Hàn dây đồng cũng nguy hiểm như hàn thép thông thường. Nguy cơ "nhặt thỏ" và bị bỏng từ kim loại nóng chảy được bảo quản hoàn toàn. Do đó, làm việc trên dây hàn nên được thực hiện trong mặt nạ hàn, găng tay hàn. Quần yếm cũng nên bao gồm công việc với hàn. Ngoài ra, cần tuân thủ tất cả các biện pháp an toàn phòng cháy chữa cháy và các quy định an toàn, như trong hàn thông thường.
Để hàn dây đồng, các điện cực bằng đồng carbon đặc biệt, thường được gọi là bút chì, được sử dụng. Trong trường hợp không có các điện cực đặc biệt như vậy, bạn có thể sử dụng một thanh carbon thông thường từ pin không sử dụng được. Trong trường hợp này, dòng hàn, tùy thuộc vào đường kính và số lượng dây được hàn, có thể được khuyến nghị, ít nhất là trong khoảng giới hạn như được chỉ ra dưới đây.
Một dòng hàn 70A là đủ để hàn hai dây đồng có tiết diện 1,5 mm2, 80 - 90A sẽ được yêu cầu cho ba trong số các dây giống nhau. Đối với hai hoặc ba dây có tiết diện 2,5 mm2, dòng điện đạt 80-100A và cho ba hoặc bốn 100-120A.
Những số liệu này nên được xem là chỉ dẫn, vì đồng được sử dụng trong dây dẫn, tùy thuộc vào nhà sản xuất, rất khác nhau về thành phần và tính chất. Theo đó, các chế độ hàn cũng sẽ khác nhau.
Chế độ tối ưu là khi điện cực không bám vào điểm hàn và hồ quang ổn định. Sự kết hợp này đã đạt được trong quá trình làm việc theo kinh nghiệm. Cần tuân thủ các giới hạn như vậy khi mua máy hàn biến tần. Nếu thiết bị được cho là chỉ được sử dụng cho công việc đó, thì không cần thiết bị mạnh hơn.
Công nghệ hàn dây điện
Thực tế hàn bao gồm một số hoạt động công nghệ. Đầu tiên, loại bỏ vỏ và cách điện khỏi dây, và sau đó xoắn. Cắt xoắn kết quả sao cho các đầu của tất cả các dây đều ở cùng một mức và chiều dài xoắn ít nhất là 50 mm.
Sau đó, một clip tháo nhiệt bằng đồng được lắp đặt trên vòng xoắn và "khối lượng" của máy hàn được kết nối. Sau các thao tác này, phần cuối của bút chì than than được nạp vào giá đỡ được đưa đến cuối vòng xoắn và hàn được thực hiện. Do đó, một quả bóng đồng nóng chảy gọn gàng sẽ hình thành ở cuối vòng xoắn, sau đó nên dừng hàn. Để không làm chảy cách điện của dây dẫn, thời gian hàn của mỗi vòng xoắn không được vượt quá 1 - 2 giây. Sau khi các cuộn hàn đã nguội, chúng nên được cách điện bằng băng cách điện hoặc hiện đại hơn, sử dụng ống co nhiệt.
Máy hàn dây tự chế
Thiết bị biến tần cho cuộn dây xoắn rất tốt, nhưng chúng có một nhược điểm, có lẽ là duy nhất. Đây là một mức giá cao. Do đó, việc mua lại một thiết bị như vậy trở nên phù hợp khi hàn được thực hiện thường xuyên, và không phải từ trường hợp này sang trường hợp khác, ví dụ, trong các điều kiện của các lữ đoàn kỹ thuật điện chuyên nghiệp và doanh nghiệp. Nếu bạn chỉ có kế hoạch thay thế hệ thống dây điện trong một căn hộ hai hoặc ba phòng một mình, hoàn toàn có thể có được bằng một máy hàn tự chế, thậm chí chỉ là một máy biến áp, có công suất phù hợp.
Như một máy biến áp, máy biến áp dòng TBS (Máy biến áp máy biến áp bọc thép) thể hiện trong hình là khá phù hợp 1.

Vẽ 1. Máy biến áp dòng TBS
Đối với dây hàn, máy biến áp có công suất ít nhất 600 W và điện áp cuộn thứ cấp 9 - 36V là khá phù hợp. Một giá đỡ điện cực và một cái kẹp để kết nối khối lượng khối lượng lớn được kết nối với cuộn dây thứ cấp.
Hàn được thực hiện với một điện cực carbon (que từ pin) theo cách tương tự như đã được viết ở trên cho máy hàn biến tần. Trên thực tế, toàn bộ quá trình là như nhau: từ tước dây đến chạm xoắn bằng một thanh carbon và cách điện tiếp theo của các vòng xoắn.
Trong trường hợp không có máy biến áp như vậy, thật dễ dàng để tự làm nó. Điều này sẽ cần một bàn ủi biến áp hình chữ W với diện tích lõi ít nhất là 30 cm2. Với diện tích 30 cm2 và điện áp lưới 220 V, cuộn sơ cấp chứa 293 vòng được tạo bởi một cuộn dây có đường kính 0,8 - 1,0 mm.
Cuộn dây thứ cấp được quấn trong ba dây có đường kính 3 mm, hoặc mỏng hơn trong bốn đến năm dây, nhưng chỉ để tổng diện tích không nhỏ hơn 15 - 20 mm2. Khi điện áp của cuộn dây thứ cấp là 10V, nó phải chứa 13 vòng với bàn ủi được chỉ định.
Nếu không có sắt như vậy, thì số lượt có thể được xác định bằng các công thức dưới đây.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Theo các công thức này, số vòng quay của cuộn dây sơ cấp và thứ cấp được xác định, trong đó S là vùng lõi, 40 là hệ số thực nghiệm (có thể nằm trong khoảng 40-60, sắt càng tốt, số càng nhỏ), điện áp lưới U1 (220), U2 - yêu cầu điện áp thứ cấp. Nhân tiện, công thức này phù hợp để tính toán bất kỳ máy biến áp nào, không nhất thiết phải hàn.
Như trong trường hợp trước, bạn sẽ cần một mặt nạ hàn hoặc kính và găng tay, nếu không thì bỏng bằng kim loại nóng chảy hoặc "thỏ" trong mắt được đảm bảo. Để đơn giản hóa quá trình hàn, bạn có thể sử dụng kẹp đặc biệt được hiển thị trong hình. 2.
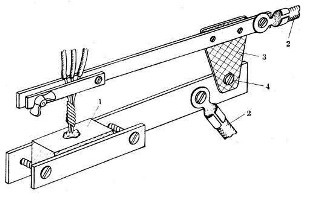
Vẽ 2. Thợ hàn xoắn
Thiết kế của thiết bị đơn giản và dễ hiểu từ hình vẽ. Điện áp từ máy biến áp hàn bằng dây 2 được cung cấp cho phần trên (cánh tay có thể di chuyển) và phần dưới (đế) được nối với nhau bằng tấm cách điện 3, bằng bản lề 4. Một điện cực carbon 1 có phần lõm cho từ thông, được sử dụng như thông thường, được gắn vào đế borax được bán ở các hiệu thuốc.
Dây 2 phải càng ngắn càng tốt và tiết diện phải càng lớn càng tốt, không nhỏ hơn tiết diện của cuộn dây thứ cấp của máy biến áp.Công tắc nguồn nên càng gần càng tốt, sẽ tốt hơn nếu đó là công tắc thông trên dây, giống như đèn sàn.
Quá trình hàn trong trường hợp này trông như thế này. Đầu tiên, xoắn hàn được cố định với một kẹp cánh trên cánh tay di chuyển. Một từ thông được đổ vào hốc của điện cực carbon, các đòn bẩy được nén bằng tay. Sau đó, điện áp được áp dụng cho máy biến áp hàn và một quả bóng hình thành trong hốc của điện cực carbon dưới lớp thông lượng. Sau đó, nên tắt máy biến áp và đợi một lúc cho đến khi bóng nguội trực tiếp trong vật cố định.
Thời gian hàn, như một quy luật, thực tế được xác định, do đó, trước tiên bạn nên thực hành trên các phế liệu không cần thiết của dây. Sử dụng thiết bị này, hàn dây nhôm, cũng như nhôm và đồng, là có thể. Các phương pháp để thực hiện xoắn trong trường hợp này được hiển thị trong hình. 3.
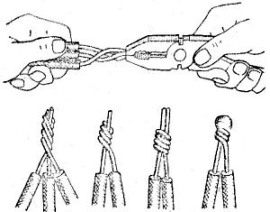
Vẽ 3. Xoắn cho dây hàn
Đọc về máy hàn điểmở đây. Bài viết mô tả một số thiết kế nhà làm của các thiết bị như vậy cho hội thảo tại nhà.
Boris Aladyshkin
Xem thêm tại electro-vi.tomathouse.com
: